鋼制復(fù)合墻板定制生產(chǎn)廠家
服務(wù)咨詢熱線:13880667850

服務(wù)咨詢熱線:13880667850
成都興鐵建筑材料有限公司是一家專注于提供鋼制復(fù)合墻板生產(chǎn)、安裝服務(wù)、設(shè)計方案的一家公司,也參與了很多不同類型的項目,每當一個項目完成,我們都會從客戶那里得到一個反饋:你們的產(chǎn)品做的不錯-“很平整”!而如何打造一片“平”的鋼制復(fù)合墻板,興鐵的經(jīng)驗來講,它既簡單亦復(fù)雜。從鋼板或鋁板的物理參數(shù)性能到它的內(nèi)部化學(xué)組成,從表面涂層工藝到設(shè)備的先進加工等,都會對如何做“平”一片金屬板材都有影響。今天,興鐵公司向您講述金屬板“平”的奧秘。從金屬板內(nèi)部應(yīng)力方面,說明分享部分金屬薄板的生產(chǎn)制作及平整度方面的信息,以及為什么我們能做的更平整。同時作為建筑金屬薄板裝飾行業(yè)領(lǐng)先者,BUIMA崇佑中國也做出了許多努力來推動行業(yè)發(fā)展,確保金屬板產(chǎn)品真正的“平”的要求,提升客戶對優(yōu)質(zhì)室內(nèi)空間環(huán)境的需求。
一、金屬卷材中的內(nèi)應(yīng)力和平整度缺陷
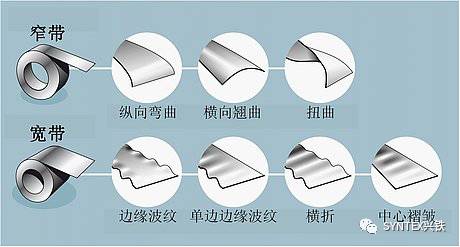
二、典型的卷材不平整情況
卷材最常見的平整度缺陷問題是縱向卷曲和橫向翹曲。通常,卷材的不良問題是由材料制造時的輥軋加工或接下來的切割加工造成的。縱向卷曲是卷繞時塑性變形造成的。橫向翹曲是由于在整個卷材寬度(殘余應(yīng)力)范圍內(nèi)被輥軋材料冷卻不均勻或者縱向分切造成的。
三、未經(jīng)矯平的卷材在加工時會出現(xiàn)什么問題?
1. 擠壓和沖壓
卷材中的平整度缺陷和內(nèi)應(yīng)力會使精確的成形加工變得困難。一方面,它可能會造成模具受損,另一方面,會使成品質(zhì)量下降。原材料的平整度缺陷還可能會造成整個設(shè)備停止運轉(zhuǎn),設(shè)備的利用率將因此降低。
2. 剪板
剪切加工會使原材料中的應(yīng)力得到釋放,出現(xiàn)肉眼可見的材料變形情況。卷材的平整度缺陷會使剪切精度得不到保證,下料平整度是一個非常重要的質(zhì)量標準,因為通常還要在后續(xù)工序中對剪切下的板料繼續(xù)進行加工。
3.滾壓成型
在進行滾壓成型時將采用滾輪通過一系列加工工序改變鋼板卷材的形狀。原材料的應(yīng)力和平整度缺陷使卷材的精準成形難以實現(xiàn)。由于加工速度很快,因此,卷材的平整度缺陷將會給滾壓成型流水線的加工安全性帶來嚴重的負面影響。
四、金屬板矯平工藝概述
矯平一件火焰切割件通常所需時間舉例(單位:分鐘)
1. 錘子和火焰
一種傳統(tǒng)的矯平工藝。采用這種工藝時,先加熱工件,然后采用錘子將其“敲平”。此類矯平工藝非常費時,而且操作者還需要擁有很多經(jīng)驗積累。
2. 卷板機
某些鈑金加工人員使用卷板機來消除較大的平整度缺陷。雖然這種應(yīng)急方案帶來了顯著的改善效果,但材料中的內(nèi)應(yīng)力卻沒有得到消除。對于較寬的鈑金件來說,操作起來十分困難,而且,矯平一件工件所需時間通常都要超過25分鐘。
3. 壓力矯直機
與采用卷板機類似,很費時間。常常用于厚度超過60毫米的鈑金件。采用此工藝矯平一件工件所需時間也常常高達20分鐘。
4. 輥式矯平機
采用輥式校平機可快速方便地矯平板材。這類機器常常被用于矯平厚度為0.5至60毫米的激光切割件和火焰切割件。對于矯平質(zhì)量要求較低的零件,采用機械輥式校平機就能迅速解決問題。但如果要求較高,則常常必須采用矯平機對鈑金件進行5至6次矯平。
5.崇佑中國 SYNTEX®公司引進 液壓精密矯平機
液壓精密矯平機是專門為較高要求的矯平操作設(shè)計的。矯平輥得到了最佳程度的支承,相互之間有著很小的間距。集成的矯平間隙調(diào)整裝置確保矯平間隙在整個矯平工序期間保持恒定,包括零件橫截面發(fā)生變化時。即使是那些難以矯平的燃燒切割件也不在話下,僅需數(shù)分鐘就可以讓它變得平整且?guī)缀鯚o應(yīng)力。
說明:輥式矯平工藝
采用輥式矯平時,一塊板材將先后經(jīng)過連續(xù)多次的交變彎曲。從輥式矯平機的入口至出口,交錯排列著各組矯平輥。這樣,在兩個相對的矯平輥中始終有一個輥為下壓輥。從第一個矯平輥至出口處,交變彎曲程度逐步減弱。彎曲過程類似一個逐步減弱的正弦曲線。通過彈塑性交錯彎曲和不斷減弱的變形量,板材將變得平整,更重要的是消除了應(yīng)力。
SYNTEX興鐵是致力于金屬裝飾墻板及天花系統(tǒng)方案解決的外資品牌,為商用空間、數(shù)據(jù)機房空間、電子、醫(yī)藥、食品、實驗室等潔凈無塵空間等行業(yè)提供專業(yè)的解決方案。成都興鐵作為西南地區(qū)的配套服務(wù)公司,能為西南地區(qū)的用戶提供產(chǎn)品落地的解決方案和更細致的服務(wù)。 歡迎致電成都興鐵:13880667850。
興鐵首頁 鋼制復(fù)合墻板 機房墻板 產(chǎn)品中心 項目案例 新聞中心 關(guān)于興鐵 聯(lián)系我們
公司電話:028-8771033513880667850 (公司熱線)
公司地址:成都市金牛區(qū)洞子口163號天悅中心8樓808
門店地址:成都市金牛區(qū)九里堤南支路68號
 手機網(wǎng)站
微信號
手機網(wǎng)站
微信號
工作心得體會 英語翻譯 羧甲基纖維素鈉 高效過濾器 石家裝家裝公司 涂鴉 工業(yè)加濕器 鋼結(jié)構(gòu)出口公司

 13880667850
13880667850


